

Coincidiendo en el momento en que el Presidente  estadounidense Donald Trump decidió que Estados Unidos olvidaría los compromisos ecológicos de la principal potencia del mundo, los restantes 192 países anunciaron que mantendrán su compromiso con el medio ambiente. Un buen ejemplo de esta política es el de las carreteras que usan betunes modificados con caucho. Un buen ejemplo es el de España, un país que ya cuenta con una red de 1.250 km construidos a partir de betunes con polvo de neumáticos reciclados.
estadounidense Donald Trump decidió que Estados Unidos olvidaría los compromisos ecológicos de la principal potencia del mundo, los restantes 192 países anunciaron que mantendrán su compromiso con el medio ambiente. Un buen ejemplo de esta política es el de las carreteras que usan betunes modificados con caucho. Un buen ejemplo es el de España, un país que ya cuenta con una red de 1.250 km construidos a partir de betunes con polvo de neumáticos reciclados.
El caucho pulverizado extraído de los neumáticos desechados se incorpora a distintos tipos de betunes con propiedades diferentes y superiores a las obtenidas con las convencionales.
Estas mezclas suelen ser más elásticas y con una mayor resistencia a la aparición de fisuras. Como tienen un color más negro, existen mayor contraste entre las marcas blancas y el asfalto, lo que reduce los costos de mantenimiento. Asimismo también se reduce el sonido. Una desventaja es el aumento del costo de estos. Los betunes suponen en torno al 5% del costo total de una obra.
Desde el punto de vista medioambiental, el uso de polvo de neumático en las carreteras permite reducir entre un 30 y un 40% las emisiones de CO2 frente a una carretera convencional.
Utilización de polvo de neumático
En Europa, el uso de neumáticos molidos fuera de uso ha estado presente desde hace casi cinco décadas. El gran crecimiento en el empleo de los betunes modificados con polímeros surgió de forma paralela al de betunes modificados con polvo de neumáticos. Estos últimos no han ganado la misma popularidad. Existen dos tecnologías en la modificación de mezcla asfáltica. La modificación por vía húmeda es la dispersión del caucho dentro del betún. El betún con caucho se utiliza en la fabricación de las mezclas asfálticas. La modificación por vía seca es la que el caucho molido se usa como un agregado para mezclarlo con el betún y el resto de agregados para obtener una mezcla bituminosa. Es decir, se incorpora el polvo de neumático directamente en el mezclador de la planta asfáltica mediante una tolva y dosificador.
La vía húmeda está pensada para instalaciones para fabricar un betún caucho siempre en el mismo lugar donde se sitúa la planta de aglomerado asfaltico, sin almacenamiento ni transporte. Otra opción es producir betunes modificados con caucho de neumáticos, de características similares a los betunes modificados con polímeros, donde el producto es almacenado, controlado y transportado en cisterna. En este modelo, el polvo de neumático ya viene incorporado en el betún con porcentajes entre 8-12% sobre el betún. Se suministra en cisterna de forma tradicional pero ofrece problemas de sedimentación, se soluciona gracias a agitadores o instalándolos en los tanques de la planta asfáltica.
Un aspecto destacado del uso del polvo es la reducción de la viscosidad frente a los extraídos de polímeros. Las mezclas con polímeros tradicional y/o con polvo de neumático, permiten mejoras a la fatiga, resistencia las roderas y a las fisuras logrando la valorización de un residuo como el polvo de neumático.
Las ventajas medioambientales de los betunes modificados con polvo de neumático permiten ofrecer un buen comportamiento medioambiental al reutilizar el residuo de caucho generado en la gestión de neumáticos fuera de uso y ofrecen un efecto sono-reductor. Para los betunes híbridos, el betún asfáltico se modifica previamente con polímero tradicional y luego in situ con polvo de neumático (10% aprox.) con el equipo móvil.
Barreras tipo New Jersey
Entre los años 2011 y 2015, la asociación de reciclaje de llantas española Signus Ecovar puso en marcha junto con la constructora española Acciona un interesante proyecto denominado New Jersey que tenía como objeto desarrollar una nueva generación de barreras de contención de vehículos, con mejores prestaciones en términos de absorción de impactos y saludables con el medio ambiente. Para ello se utilizó concreto, neumáticos y plásticos reciclados.
El nuevo diseño de las barreras quería utilizar las propiedades del caucho proveniente neumáticos reciclados al aumentar la capacidad de absorción energía y reducir el peso de la barrera.
En este proyecto se desarrollaron dos modelos, uno con una barrera de concreto con una cobertura de NFU-Plástico. Es una barrera convencional recubierta por una capa fabricada con la utilización de plásticos reciclados y caucho procedente del neumático fuera de uso, aglomerados mediante una resina para que conserven la estructura de protección adherida a la barrera de concreto.
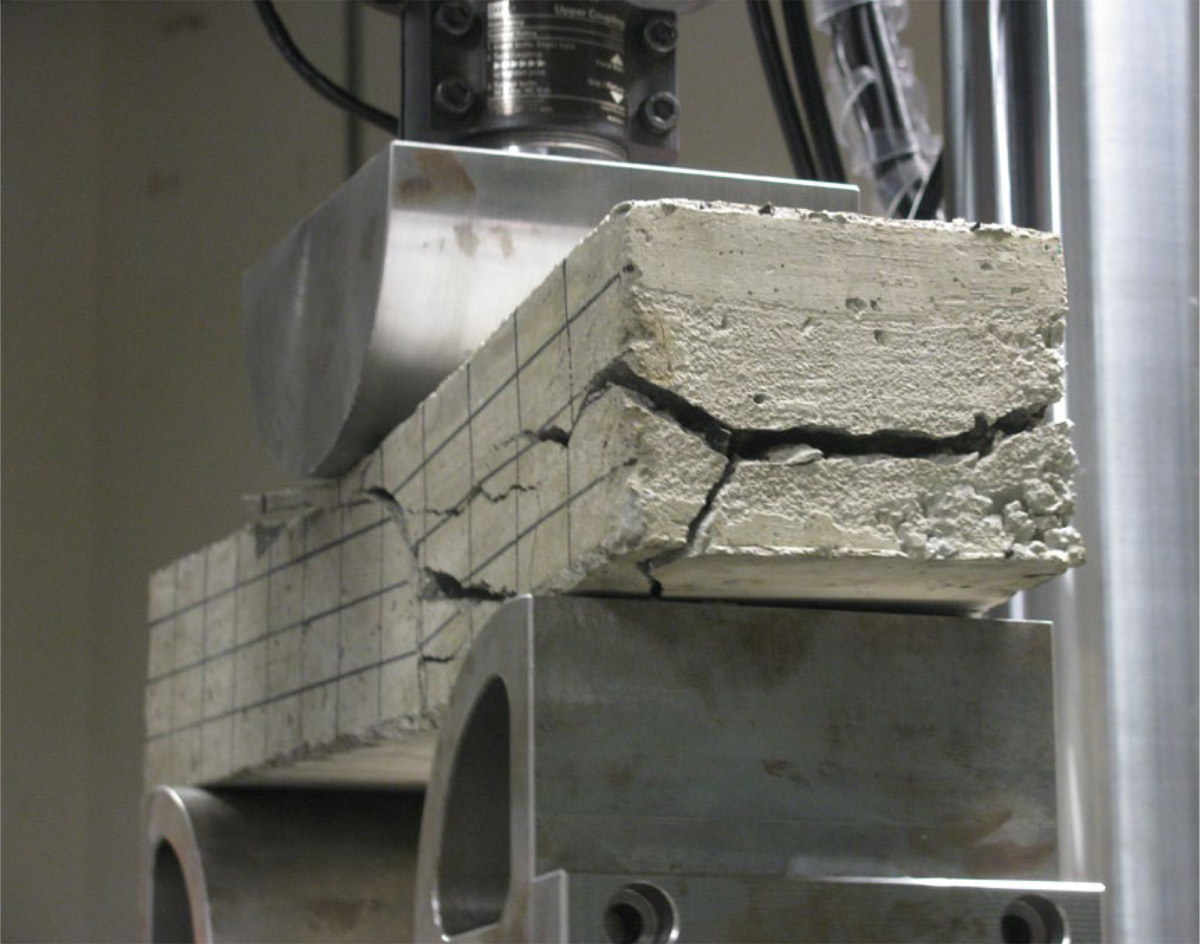
El segundo era una barrera de concreto donde parte del árido grueso fue sustituido por trozos de neumáticos reciclados. Este prototipo consiste en la modificación de las propiedades del hormigón por la utilización de partículas de caucho en sustitución de los áridos que lo componen.
Los concretos formulados con caucho tienen una mayor capacidad de absorber energías de impacto en caso de accidente. El objetivo del incluir partículas de caucho es conseguir que éstas actúen como puntos de formación de grietas ante el impacto de un vehículo, lo que permite la disipación de la energía del mismo.
Acciona realizó análisis para determinar la formulación de elastómero a partir de NFU, residuo plástico y una resina orgánica con propiedades elásticas. El estudio permitió averiguar que el caucho que mejor se adapta al proyecto es el triturado de 2-4 mm de tamaño de partícula procedente de neumáticos.
Los ensayos realizados sobre ambos prototipos establecieron unas cantidades medias de materiales reciclados incorporados a cada prototipo. La barrera recubierta con materiales reciclados pudo incluir hasta 42,5 t de plásticos y caucho por kilómetro, en el caso de la barrera de concreto modificado con caucho procedente de los neumáticos se incorporan 7 toneladas de chip por kilómetro, lo que representa una sustitución del 10 % en volumen de los agregados que conforman el concreto.
Las formulaciones con plásticos reciclados aumentan ligeramente los módulos de deformación del elastómero, lo que representa una mayor resistencia a la compresión a igual deformación. Por ello, esta mejora de los módulos podría representar una ventaja frente al elastómero producido sólo con neumáticos. A pesar de eso, no debería incluirse un contenido elevado de plásticos, reveló el estudio.
Por lo que respecta a la fabricación del elastómero, el estudio no prevé grandes inconvenientes ya que el proceso de dosificación y mezclado se pueden realizar con medios convencionales (mezcladoras, hormigoneras, etc.), diseñándose unos moldes de acero especiales para fabricar el recubrimiento de las barreras. Tanto el vertido como el compactado del material, se puede realizar con utensilios convencionales.
En cuanto al segundo prototipo, se realizaron varios estudios teóricos y experimentales sobre el hormigón-caucho utilizando diferentes tipos de NFU troceado para determinar la dosificación adecuada para las propiedades mecánicas del concreto. Debemos tener en cuenta que la inclusión de NFU troceados en el concreto provoca una reducción de las propiedades mecánicas del mismo. Cuanto mayor sea el tamaño del NFU, mayores son las pérdidas en las propiedades mecánicas. Incluir las fibras de acero provenientes de los NFU puede atenuar parcialmente este problema.
El NFU troceado puede resultar beneficioso para la absorción de energía del concreto y ofrecer una resistencia mayor a los ciclos de hielo y deshielo, explica el estudio.
Como la Resistencia a la compresión mínima requerida para las barreras es de 35 MPa, los resultados de los análisis de laboratorio mostraron que se puede obtener ese valor sustituyendo el agregado grueso del concreto por NFU troceado en una proporción del 7-10% en volumen.
PRINCIPALES INDICADORES DEL PROYECTO
El prototipo 1 puede incluir hasta 29,1 kg de material reciclado procedente de los neumáticos fuera de uso y 12,5 kg de plásticos, Equivalente a 30 t de neumáticos y 12,5 t de plásticos por cada kilómetro de barrera. El prototipo 2, puede consumir 43 kg de caucho reciclado de neumático por módulo de barrera o hasta 7 t por kilómetro lineal de barrera. En el prototipo 2 se han sustituido entre 7 y 10 % en volumen de agregados minerales por partículas de caucho. La huella de carbono del prototipo 2 es un 11,5 % inferior a una barrera convencional.
Últimos Reportajes
-
Rendimiento y sostenibilidad en la nueva era del telepeaje con Movyon Multi Lane Free Flow
Las nuevas tecnologías están habilitando sistemas de peaje avanzados que pueden ayudar a los gestores de autopistas en los retos que conciernen por un lado a la reducción de los…
-
Túnel Guillermo Gaviria Echeverri: otra forma de construir túneles viales en Colombia
El departamento de Antioquia es uno de los más accidentados del mundo. Atravesado por las cordilleras Central y Occidental de los Andes, sus impresionantes y vertiginosos paisajes exigen que el…
-
Rehabilitación en Guatemala
Contratista guatemalteco añadió una Lintec CDP14001M más grande a medida que la construcción de carreteras aumenta. Guasueca S.A., uno de los principales distribuidores de equipos de Guatemala, ha vendido a…
-
En las alturas: Autopista Rumichaca-Pasto
Es el proyecto de infraestructura vial más importante del suroccidente colombiano y hoy, la nueva Panamericana es una realidad y se convierte en la primera vía de gran capacidad en…
-
Sacyr lleva un puente del XIX al siglo XXI en Chile
Sacyr Ingeniería e Infraestructuras desarrolla un proyecto singular e innovador en Chile: un puente de 1.8 kilómetros en la Región del Biobío que sustituirá al actual de 1889. Se trata…



